
Production Equipment
There seems little point in showing pictures of conventional machine tools and equipment though it is possible to make out some of it in the general workshop views shown on the Equipment
page. On this page we have shown some of the machines and equipment we have which is more specific to the repair and overhaul of magnetos and dynamos.
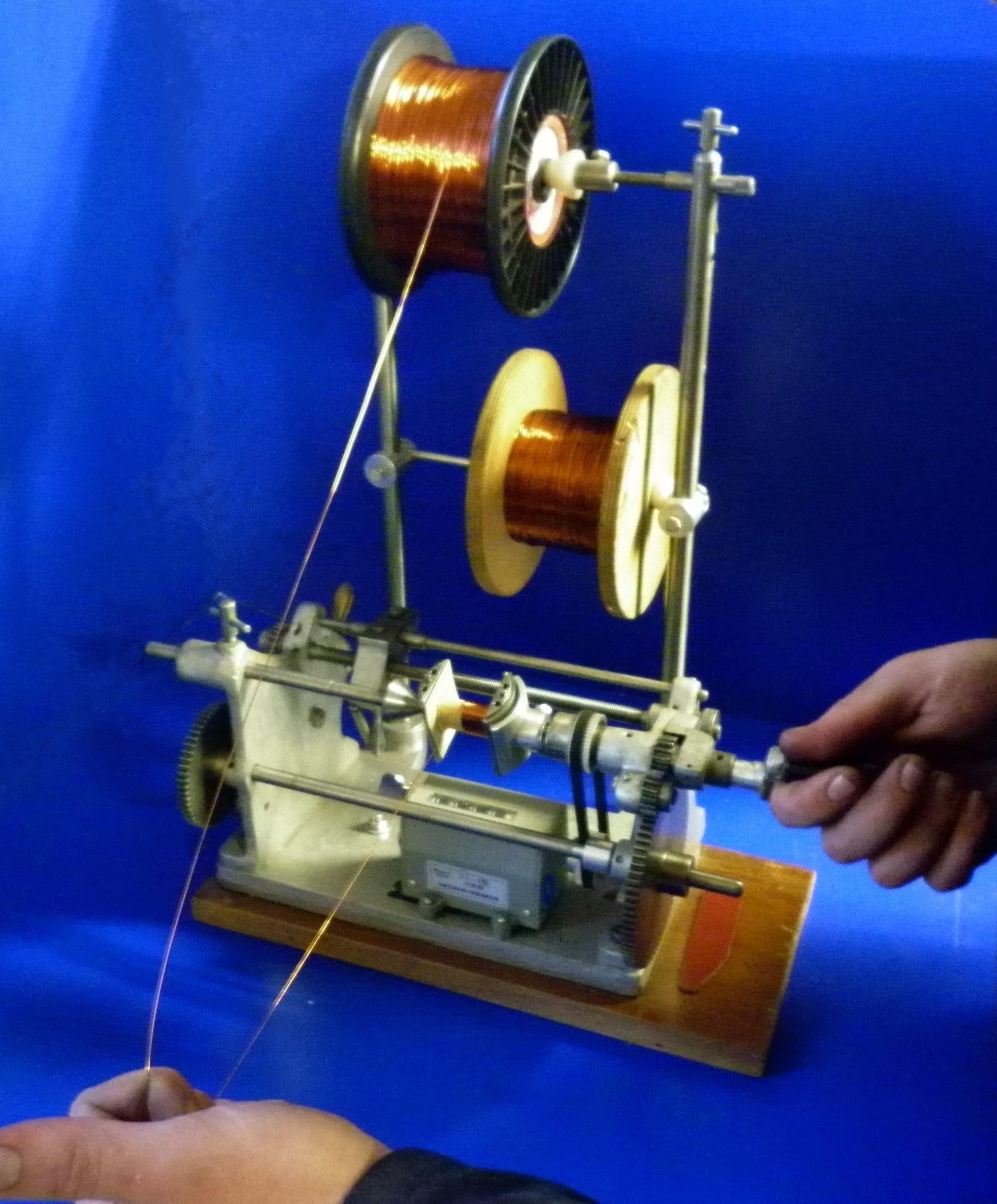
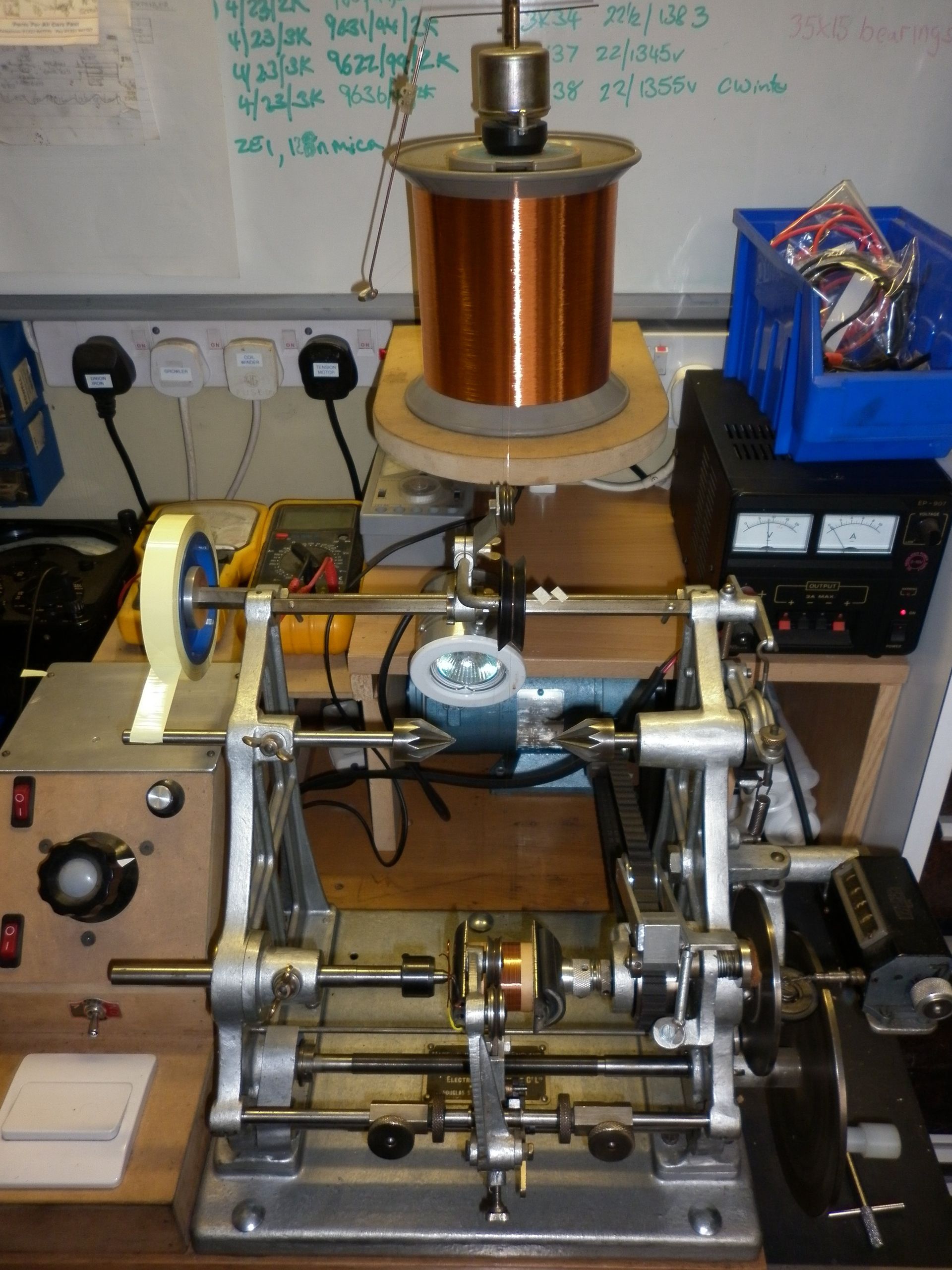
Winding Machines
Below left is the winding machine we use for winding primary coils. There are usually only 3 to 5 layers of a relatively heavy wire so it is done by hand winding. Below right is the machine used for winding secondary coils. Here, we are looking at, usually, 9 to 15 thousand turns of very fine wire - perhaps only 2 or 3 thousandths of an inch in diameter. Because of this, the machine is motor driven. The variac on the left controls the winding speed. The unit shown on the top of the wire coil controls the wire tension.
We have a few other winding machines including one used for winding field coils and another, larger machine used for winding coils too large to fit on the winding machines shown here.
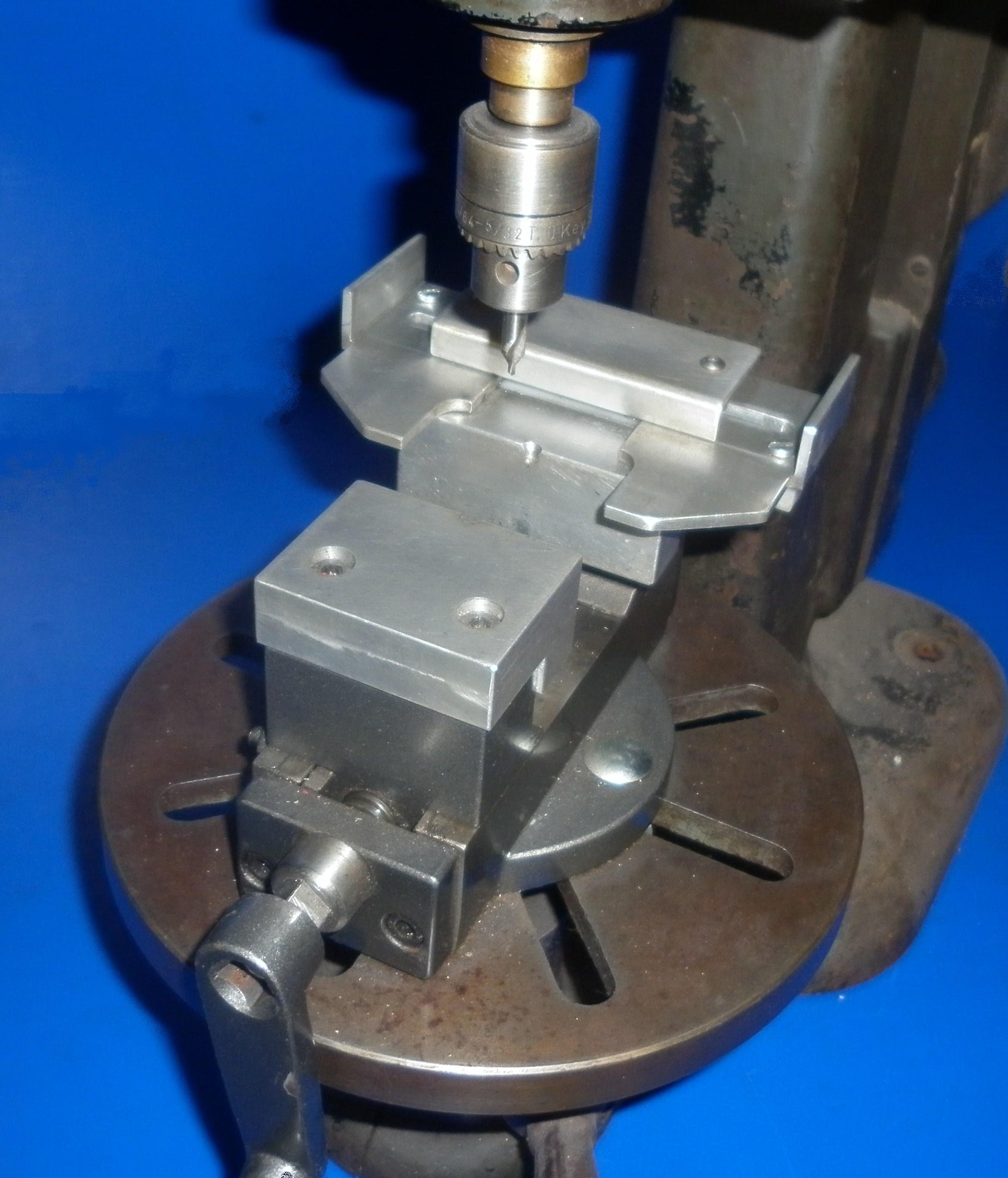
Centre Drilling Machine
We have standardised all our winding machines so that they hold the coil core between centres. Many cores, particularly from rotating armature magnetos, already have centre holes either from original manufacture or they have been added by other re-winders since. If we do need to drill a centre hole, we use this machine - dedicated to this one operation. The core is held in a special centering vice. Based on a commercially available self centering vice which centres the core from front to back, we have modified it with the addition of two side locator plates. These plates run on a rack and pinion arrangement so that they automatically centre the core from side to side as well. Some will be of the opinion that drilling a hole in the core will impair it's magnetic properties. From a theoretical point of view, this is probably correct but in practice a small 1.5mm diameter hole a couple of millimetres deep is very unlikely to make any measurable difference. Sometimes, a method which makes the job quick and accurate takes priority.

Coil Holders
The cores of coils used in rotating magnet magnetos come in many different shapes and sizes. These holders clamp on the ends of the core allowing them to be held between the centres of the coil winder. The ones on the left are specific to particular cores but the two sets on the right are more universal. The most used set is the pair on the far right which uses a dovetail slide to allow rapid adjustment to get the core running centrally.

Microscope
When we see a make/model of magneto for the first time, we are very careful removing the old coil so that we can determine the number of turns and gauge of wire used in the original windings. The primary winding is easy enough - we just count the number of layers as they are removed. The secondary winding uses a much, much finer wire so needs the use of a microscope to see the turns so that they can be counted.


We have fitted our microscope with an xy table so that the sectioned coil can be moved across the field of vision as the number of layers and the number of turns per layer are counted.
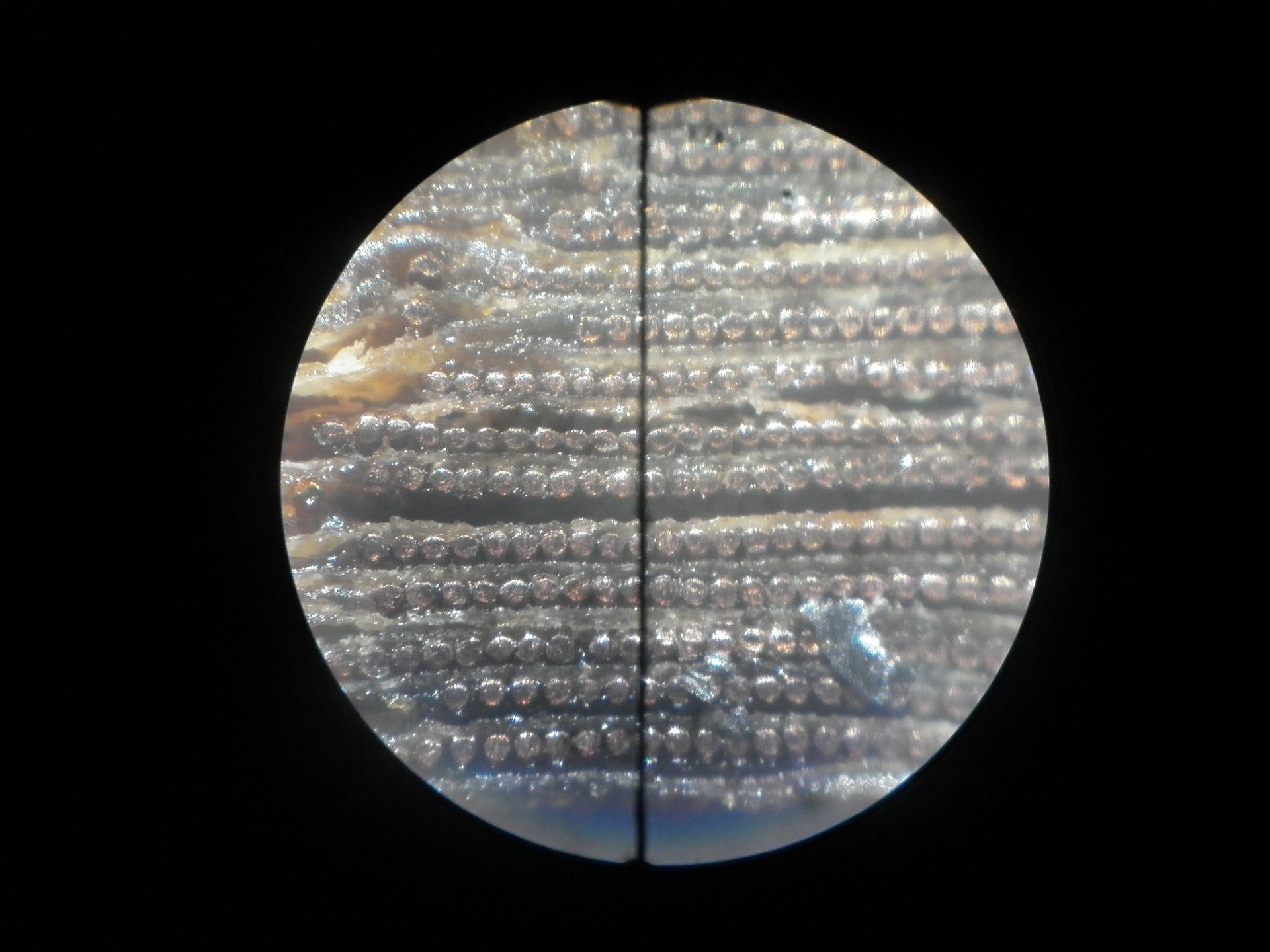
These figures are then multiplied together to give the approximate number of turns in the secondary winding.
The VPI Bench
This trolley was custom built by ourselves to provide a means of carrying out the correct Vacuum Pressure Impregnation (VPI) process together with the heating and baking operations. It is a completely self contained unit with the pressure pot and controls on the top shelf, the oven and varnish reservoir below that and the vacuum pump, air compressor and associated filters housed on the bottom shelf. How we use it all is explained in detail on our Vacuum/Pressure Impregnation
page in the Workshop
section.


The Pole Shoe Screwdriver/Spreader
Essential for fixing field coils firmly in place. The one shown below left is a commercially made unit but is too big for most motorcycle dynamos so we designed and manufactured the one shown below right. Here it is being used on a dynamo but with a change of screwdriver bit, we also use it to remove stubborn screws from magneto armatures.


Octopus Bearing Puller
A quick easy way - the correct way - to remove the bearing inner race. Various adaptors are used to prevent damage to the end of the armature shaft.
Other methods can be used but care should be taken to ensure the chosen puller does not put any point loading on the bearing track (if it is intended to re-use the same bearing) and most importantly - do protect that slip ring!

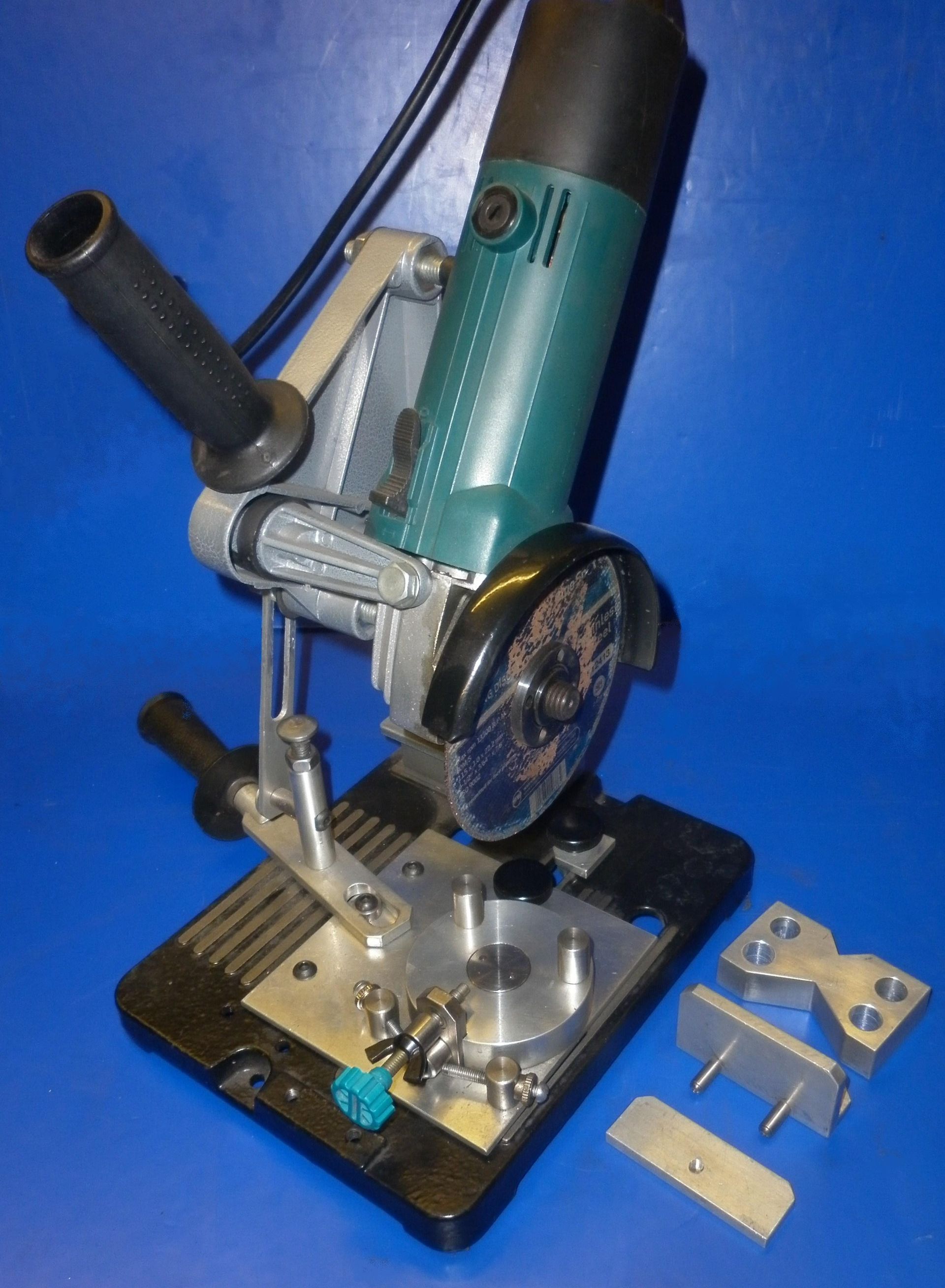
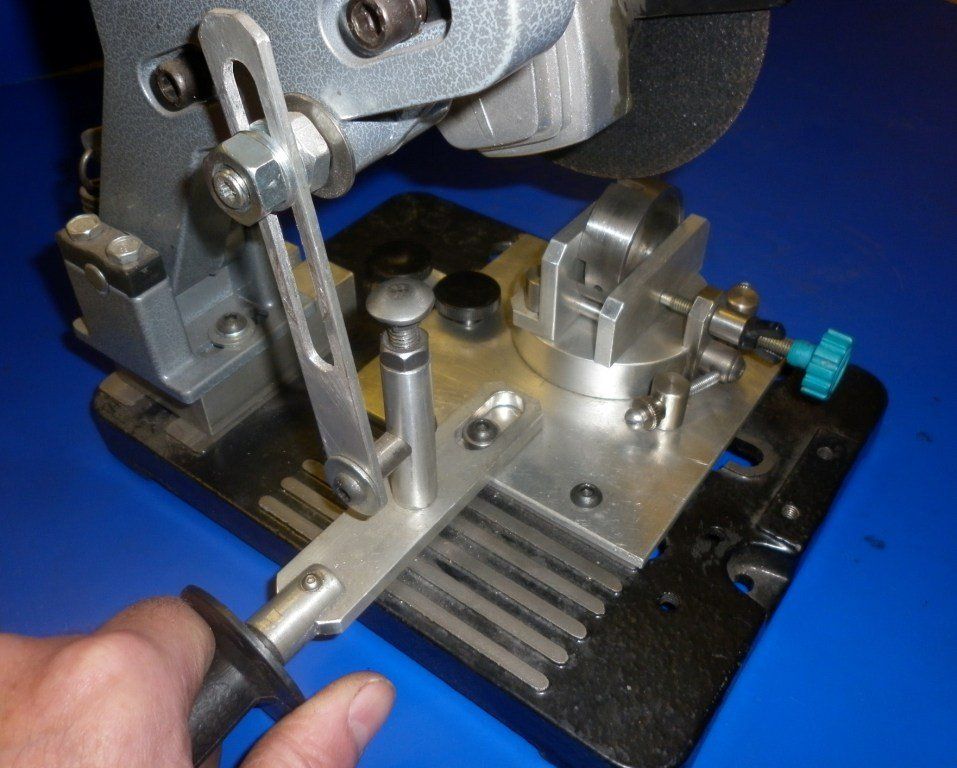
Cam Ring Slot Grinder
Sometimes we find it necessary to slightly 'tweak' the slots in a cam ring which control the advance and retard positions and range. Using a small angle grinder and stand as the basis, we made this slot grinder to enable this work to be carried out in a controlled manner.
The modifications we have made allow both radial and axial slots to be ground. The cam ring holder can be either rotated or moved in a linear direction. One of these operations is locked while the other is in use. The picture below left shows how a series of plunge cuts can be made and then the base of the wide slot is flattened out by rotating the cam ring holder between a pair of adjustable stops. The picture below right shows how an axial slot is ground, again with a series of plunge cuts and then linear movement of the cam ring holder up to an adjustable stop flattens the bottom of the slot.

As well as making slight adjustments to the existing slots in cam rings, we also use this machine to convert automatic A&R cam rings to manual A&R versions. Also, whenever we have a new cam ring made, we always ask for no slots so that we can add them ourselves to suit the rest of the magneto.
Magnetiser
Remagnetising a magneto takes only a few seconds but you do need a good heavy magnetiser to do it properly together with the appropriate adaptors to suit the particular magneto. This one worked OK when we got it but a few modifications made it easier to use - yes, we are fussy......
More details on how to use the remagnetiser are given on the Remagnetising Magnetos
page in the Technical
section.

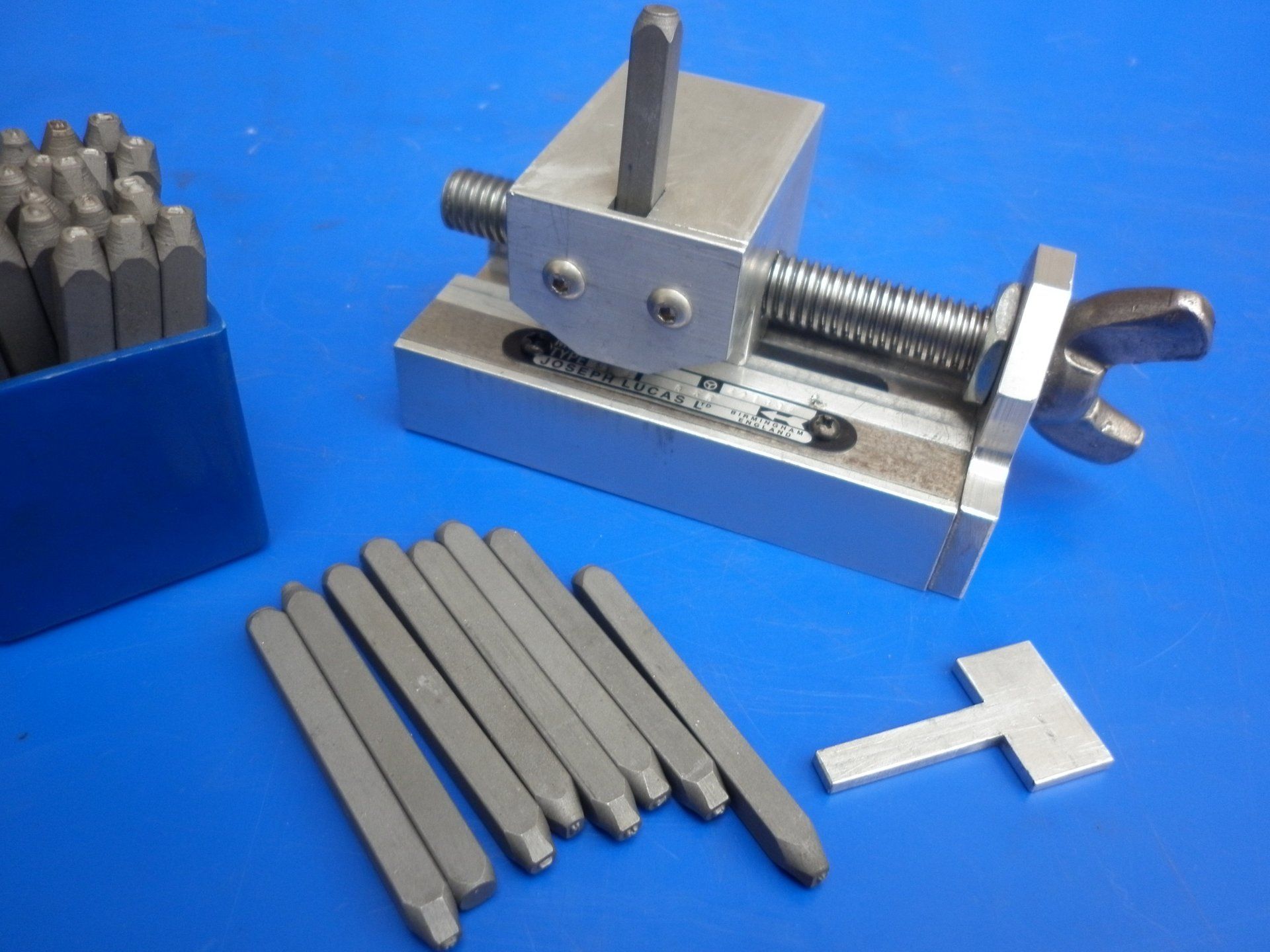
Data plate stamping jig
We made this little tool to help alignment and spacing when stamping numbers and letters on the Lucas data plates. The wingnut moves the guide block to the next position. The T shaped spacer in the foreground is fitted in front of the punch when stamping the first row and then moved behind the punch when stamping the second row.
CAN YOU HELP US?
We are very keen to add a flywheel magnetiser to our equipment. If you have one you would like to sell or know where one is available, please contact us.
THANKS!